Point level and pressure measurement in energy production from liquid manure


Slurry tanks in biogas plants
Point level and pressure measurement in energy production from liquid manure
Process data
Measuring task
Pressure measurement and point level detection
Measuring point
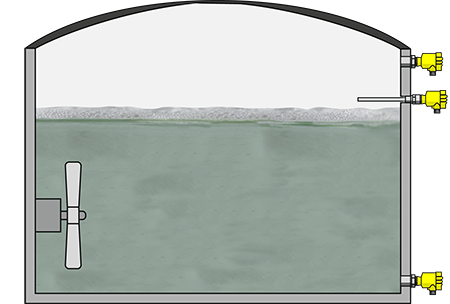
Tank in biogas plant
Measuring range up to
10 m
Medium
Liquid manure, organic agricultural refuse, corn silage
Process temperature
+35 … +38 °C
Process pressure
0 … 5 mbar
Features
Changing media with varying properties, build up
Application
Semi-liquid manure, or slurry, in biogas plants is often stored in closed, large-volume slurry tanks. Through fermentation, a valuable energy carrier is extracted from the mixture of organic waste and renewable raw materials. Level and pressure are monitored in the tank, as well as in the delivery and removal systems handling the raw materials and waste.
Your benefit
Reliable
Reliable operation of the fermenter through overflow protection
Cost effective
Universally applicable and modular sensors across the biogas plant, thus very cost-effective spare parts stocking
User friendly
Maintenance-free operation using build up-insensitive technologies
Recommended products

VEGACAP 64
Point level detection with capacitive level switch for full and empty alarm in the slurry tank
- Insensitive to product build up, even under conditions of extreme fouling
- Robust, maintenance-free sensor design
- Adjustment-free setup and commissioning minimizes costs
Process temperature
-50 ... 200 °C
Process pressure
-1 ... 64 bar
Version
PTFE insulation

VEGABAR 82
High-precision pressure measurement in the fermenter
- Different measuring cells allow a targeted application solutions
- High chemical and mechanical resistance thanks to ceramic measuring cell
- Wide array of process fittings ensure easy integration into existing systems
Measuring range - Distance
-
Measuring range - Pressure
-1 ... 100 bar
Process temperature
-40 ... 150 °C
Sorry, Currently No Video Uploaded.
Sorry, Currently No File Uploaded.
Point level and pressure measurement in energy production from liquid manure
Please Leave Your Product Enquiry Here. We will Get Back To You Soon.
Product Specifications
- Product SKU : -
- Weight (GRAM) : -
- Dimension : -



